2Cr1MoVG無(wú)縫鋼管的生產(chǎn)工藝主要分為熱軋和冷拔兩種方式,其生產(chǎn)流程因工藝不同存
在差異:
熱軋工藝
1?原材料準(zhǔn)備?:采用圓管坯作為原料����,經(jīng)過(guò)加熱至適宜溫度。
?2穿孔工序?:通過(guò)穿孔機(jī)將圓管坯穿孔形成毛坯管。
?3連軋工序?:采用三輥斜軋或連軋工藝進(jìn)行延伸軋制���,并通過(guò)減徑機(jī)調(diào)整尺寸�。
?4冷卻與定型?:冷卻后通過(guò)矯直機(jī)矯直�����,并進(jìn)行水壓試驗(yàn)或探傷檢測(cè)�����。
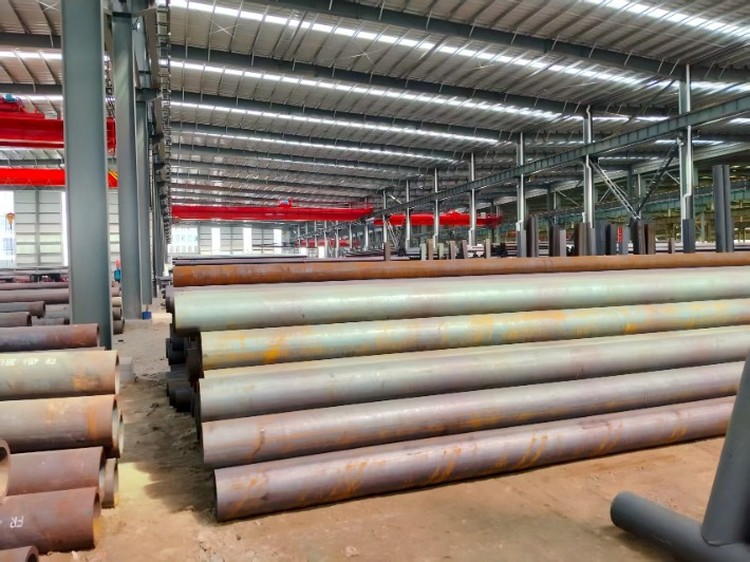
?5成品入庫(kù)?:標(biāo)記后入庫(kù)�,外徑范圍覆蓋0.1-1425mm,壁厚可達(dá)200mm���。 ?


冷拔工藝
?1加熱處理?:圓管坯加熱至適宜溫度后穿孔��。
2?退火與酸洗?:退火消除應(yīng)力,酸洗去除表面氧化皮��。
?3多道次冷拔?:通過(guò)冷拔機(jī)多道次冷拔(或冷軋)至目標(biāo)尺寸����。
4?熱處理?:矯直后進(jìn)行熱處理強(qiáng)化力學(xué)性能。
5?檢測(cè)與入庫(kù)?:水壓試驗(yàn)合格后標(biāo)記入庫(kù),覆蓋外徑0.1-1425mm�����,壁厚0.01-200mm�����。 ?

兩種工藝均需遵循嚴(yán)格的國(guó)家標(biāo)準(zhǔn)(如GB/T8162��、GB5310等)����,確保力學(xué)性能達(dá)標(biāo)
(如抗拉強(qiáng)度≥490MPa、屈服強(qiáng)度≥245MPa)�����。 ?


20G高壓鍋爐管廠家批發(fā)5310耐高溫厚壁無(wú)縫管12Cr1MoVG無(wú)縫鋼管
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)







